


SMT-Klebstoff, och bekannt als SMT-Klebstoff, SMT-Rotklebstoff, ass normalerweis eng rout (och giel oder wäiss) Paste, déi gläichméisseg mat Härter, Pigment, Léisungsmëttel an aner Klebstoffer verdeelt ass, haaptsächlech benotzt fir Komponenten op der Dréckplack ze fixéieren, meeschtens verdeelt duerch Dispenséierungs- oder Stahlsiebdruckmethoden. Nodeems d'Komponenten befestegt sinn, ginn se an den Uewen oder Reflow-Uewen geluecht fir ze hëtzen an ze härten. Den Ënnerscheed tëscht dësem an der Lötpaste ass, datt se no der Hëtzt gehärtet gëtt, hire Gefréierpunkt ass 150 °C, an se léist sech no der Wiederhëtzung net op, dat heescht, den Hëtzthärtungsprozess vum Patch ass irreversibel. Den Effekt vum Gebrauch vum SMT-Klebstoff variéiert jee no den thermeschen Härtungsbedingungen, dem ugeschlossene Objet, der benotzter Ausrüstung an der Betribsëmfeld. De Klebstoff soll no dem Prozess vun der gedréckter Leiterplattemontage (PCBA, PCA) ausgewielt ginn.
Charakteristiken, Uwendung a Perspektiven vum SMT-Patchklebstoff
SMT roude Klebstoff ass eng Zort Polymerverbindung, déi Haaptkomponenten sinn d'Basismaterial (d.h. dat Haaptmaterial mat héijem Molekulargehalt), Fëllstoff, Härtungsmëttel, aner Zousätz asw. SMT roude Klebstoff huet Viskositéits-, Flëssegkeets-, Temperatur- a Befeuchtungseigenschaften asw. Geméiss dëser Charakteristik vum roude Klebstoff ass den Zweck vun der Produktioun vum roude Klebstoff, datt d'Deeler fest un der Uewerfläch vun der PCB hänke bleiwen, fir ze verhënneren, datt se rutscht. Dofir ass de Patchklebstoff e pure Konsum vun net-essentiellen Prozessprodukter, an elo mat der kontinuéierlecher Verbesserung vum PCA-Design a Prozess, goufen Duerch-Lach-Reflow- a duebelsäiteg Reflow-Schweißen realiséiert, an de PCA-Montageprozess mat Patchklebstoff weist en Trend vu manner a manner.
Den Zweck vun der Benotzung vun SMT-Klebstoff
① Verhënnert datt Komponenten beim Wellenlötprozess eroffalen. Beim Wellenlötprozess sinn d'Komponenten op der gedréckter Plack fixéiert, fir ze verhënneren datt se eroffalen, wann d'gedréckte Plack duerch d'Lötnut geet.
② Verhënnert datt déi aner Säit vun de Komponenten beim Reflow-Schweißen eroffällt (zweisäitege Reflow-Schweißprozess). Fir ze verhënneren datt déi grouss Komponenten op der geléiter Säit duerch d'Hëtzt vum Lät eroffalen, soll beim zweesäitege Reflow-Schweißprozess SMT-Patchkleber gemaach ginn.
③ Verhënnert d'Verrécklung an d'Steieren vu Komponenten (Reflow-Schweissprozess, Virbeschichtungsprozess). Gëtt a Reflow-Schweissprozesser a Virbeschichtungsprozesser benotzt fir Verrécklung an Opstig während der Montage ze vermeiden.
④ Markéierung (Wellenléitung, Reflow-Schweißen, Virbeschichtung). Zousätzlech gëtt Patchklebstoff fir d'Markéierung benotzt, wann gedréckte Platen a Komponenten a Chargen ausgetosch ginn.
SMT-Klebstoff gëtt no der Uwendungsmethod klasséiert
a) Schraapmethod: D'Gréisstmessung gëtt duerch den Drock- a Schraapmodus vum Stahlnetz duerchgefouert. Dës Method ass déi am meeschte verbreet a kann direkt op der Lötpastepress benotzt ginn. D'Lächer fir de Stahlnetz solle jee no der Aart vun den Deeler, der Leeschtung vum Substrat, der Déckt an der Gréisst a Form vun de Lächer bestëmmt ginn. Seng Virdeeler sinn héich Geschwindegkeet, héich Effizienz a niddreg Käschten.
b) Doséierungsart: De Klebstoff gëtt mat engem Doséierungsapparat op d'gedréckte Leiterplat opgedroen. Spezial Doséierungsapparater sinn néideg, an d'Käschte si héich. Doséierungsapparater benotzen Drockloft, wouduerch de roude Klebstoff duerch e speziellen Doséierungskopf op de Substrat bruecht gëtt. D'Gréisst vum Klebstoffpunkt, wéi vill, an d'Zäit, den Duerchmiesser vum Drockrouer an aner Parameteren kontrolléiert kënne ginn. D'Doséierungsmaschinn huet eng flexibel Funktioun. Fir verschidden Deeler kënne mir verschidden Doséierungskäpp benotzen, d'Parameteren astellen an änneren, an och d'Form an d'Quantitéit vum Klebstoffpunkt änneren, fir den Effekt z'erreechen. D'Virdeeler si praktesch, flexibel a stabil. Den Nodeel ass, datt et einfach Drotzeechnungen a Blasen gëtt. Mir kënnen d'Betribsparameter, d'Geschwindegkeet, d'Zäit, den Loftdrock an d'Temperatur upassen, fir dës Nodeeler ze minimiséieren.
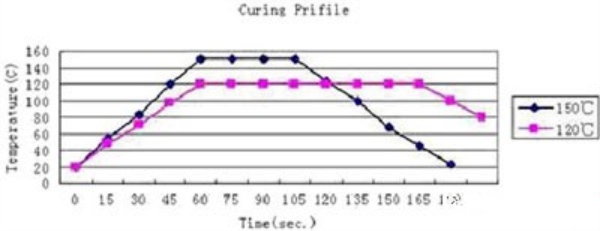
Typesch Härtungsbedingungen fir SMT-Patchklebstoff
| Aushärtungstemperatur | Aushärtungszäit |
| 100℃ | 5 Minutten |
| 120℃ | 150 Sekonnen |
| 150℃ | 60 Sekonnen |
Bemierkung:
1, wat méi héich d'Härtungstemperatur an dest méi laang d'Härtungszäit ass, dest méi staark ass d'Bindungsstäerkt.
2, well d'Temperatur vum Patchklebstoff sech mat der Gréisst vun den Ënnerlagen an der Montagepositioun ännert, empfeele mir déi gëeegentst Härtungsbedingungen ze fannen.
Späicherung vun SMT-Patches
Et kann 7 Deeg bei Raumtemperatur gelagert ginn, méi wéi 6 Méint bei manner wéi 5 °C, a méi wéi 30 Deeg bei 5 ~ 25 °C.
SMT-Klebstoffmanagement
Well SMT-Patch-Rotklebstoff vun der Temperatur mat senger eegener Viskositéit, Flëssegkeet, Befeuchtung an aner Charakteristiken beaflosst gëtt, muss SMT-Patch-Rotklebstoff bestëmmte Benotzungsbedingungen an e standardiséiert Management hunn.
1) Roude Klebstoff soll eng spezifesch Flosszuel hunn, jee no der Zuel vun der Zoufuhr, dem Datum an dem Typ vun der Zuel.
2) Roude Klebstoff soll am Frigo bei 2 ~ 8 °C gelagert ginn, fir ze verhënneren, datt d'Eegeschafte vun Temperaturännerungen beaflosst ginn.
3) De roude Klebstoff muss 4 Stonnen bei Raumtemperatur erwiermt ginn, an der Reiefolleg "Éischt eran, éischt eraus".
4) Fir d'Ausgab soll de roude Klebstoff vum Schlauch opgetaut ginn, an de roude Klebstoff, deen net opgebraucht ass, soll zréck an de Frigo geluecht ginn fir ze späicheren, an den ale Klebstoff an den neie Klebstoff kënnen net gemëscht ginn.
5) Fir de Formulaire fir d'Opzeechnung vun der Réckreestemperatur korrekt auszefëllen, d'Réckreestemperaturpersoun an d'Réckreestemperaturzäit ze mellen, muss de Benotzer d'Ausféierung vun der Réckreestemperatur virum Gebrauch bestätegen. Am Allgemengen kann roude Klebstoff net benotzt ginn, wann en ofgelaf ass.
Prozesscharakteristike vum SMT-Patchklebstoff
Verbindungsstäerkt: SMT-Klebstoff muss eng staark Verbindungsstäerkt hunn, nodeems en gehärtet ass, léisst sech d'Löt net of, och net bei der Schmelztemperatur.
Punktbeschichtung: Am Moment ass d'Verdeelungsmethod vun gedréckte Placken haaptsächlech Punktbeschichtung, dofir muss de Klebstoff déi folgend Eegeschafte hunn:
① Upassung un verschidde Montageprozesser
Einfach d'Versuergung vun all Komponent anzestellen
③ Einfach unzepassen fir d'Komponentenvarietéiten z'ersetzen
④ Stabil Punktbeschichtungsquantitéit
Upassung un Héichgeschwindegkeetsmaschinn: De Patchklebstoff, deen elo benotzt gëtt, muss den Héichgeschwindegkeetsufuerderunge vun der Spotbeschichtung an der Héichgeschwindegkeets-Patchmaschinn gerecht ginn, dat heescht Héichgeschwindegkeets-Spotbeschichtung ouni Drotzuch, dat heescht Héichgeschwindegkeetsmontage, beim Iwwerdroeungsprozess vun der gedréckter Plack soll de Klebstoff séchergestallt ginn, datt d'Komponenten sech net beweegen.
Drotzuch, Zesummebroch: Soubal de Patchklebstoff um Pad hänke bleift, kënnen d'Komponenten keng elektresch Verbindung mat der gedréckter Plack erreechen, dofir däerf de Patchklebstoff während der Beschichtung net gezunn ginn an no der Beschichtung net zesummebriechen, fir de Pad net ze verschmotzten.
Niddregtemperatur-Aushärtung: Beim Aushärten sollten déi hëtzebeständeg Steckdeeler, déi mat Wellenkammschweißen geschweesst ginn, och duerch den Reflow-Schweißuewen goen, sou datt d'Härtungsbedingungen déi niddreg Temperatur an eng kuerz Zäit erfëllen mussen.
Selbstjustierung: Beim Reflow-Schweißen a Virbeschichtungsprozess gëtt de Patch-Klebstoff ausgehärtet a fixéiert, ier d'Löt schmëlzt, sou datt verhënnert gëtt, datt d'Komponent an d'Löt ënnergeet a sech selwerjustéiert. Als Äntwert op dëst hunn d'Hiersteller e selbstjustéierende Patch entwéckelt.
SMT-Klebstoff - heefeg Problemer, Mängel an Analysen
Ënnerdréckung
D'Schubkraaftufuerderung vum 0603 Kondensator ass 1,0 kg, de Widderstand ass 1,5 kg, d'Schubkraaft vum 0805 Kondensator ass 1,5 kg, de Widderstand ass 2,0 kg, wat den uewe genannten Schub net erreeche kann, wat drop hiweist, datt d'Kraaft net genuch ass.
Generell duerch déi folgend Grënn verursaacht:
1, d'Quantitéit u Klebstoff ass net genuch.
2, de Kolloid ass net 100% geheelt.
3, PCB-Plack oder Komponenten sinn kontaminéiert.
4, de Kolloid selwer ass brécheg, keng Kraaft.
Thixotrop Instabilitéit
E Sprëtzeklebstoff mat 30 ml muss Zéngdausende vu Mol mam Loftdrock getraff ginn, fir verbraucht ze ginn, dofir muss de Patchklebstoff selwer eng exzellent Thixotropie hunn, soss féiert dat zu Instabilitéit vum Klebpunkt, ze wéineg Klebstoff, wat zu enger net genuch Festigkeit féiert, wouduerch d'Komponenten beim Wellelöt falen, am Géigendeel, d'Quantitéit u Klebstoff ass ze grouss, besonnesch fir kleng Komponenten, si pechen einfach um Pad, wat elektresch Verbindungen verhënnert.
Net genuch Klebstoff oder Leckpunkt
Grënn a Géigemoossnamen:
1, d'Dréckplack gëtt net reegelméisseg gebotzt, soll all 8 Stonnen mat Ethanol gebotzt ginn.
2, de Kolloid huet Ongereinheeten.
3, d'Ouverture vum Mesh-Brett ass onraisonnabel, ze kleng oder den Ausdeeldrock ass ze kleng, den Design vu geréngem Klebstoff.
4, et gi Blasen am Kolloid.
5. Wann den Ausspenderkapp verstoppt ass, soll d'Ausspenderdüs direkt gebotzt ginn.
6, wann d'Virhëtzungstemperatur vum Dispenserkopf net genuch ass, soll d'Temperatur vum Dispenserkopf op 38 ℃ agestallt ginn.
Drotzeechnen
Déi sougenannt Drotzuch ass de Phänomen, datt de Patch-Klebstoff beim Ausdeelen net gebrach ass, an de Patch-Klebstoff filamentfërmeg a Richtung vum Ausdeelkapp verbonnen ass. Et gi méi Drot, an de Patch-Klebstoff ass um gedréckte Pad bedeckt, wat zu enger schlechter Schweess féiert. Besonnesch wann d'Gréisst méi grouss ass, ass dëst Phänomen méi wahrscheinlech beim Punktbeschichtungsmond. D'Zuch vum Patch-Klebstoff gëtt haaptsächlech vun den Zuch-Eegeschafte vu sengem Haaptbestanddeel Harz an den Astellung vun de Punktbeschichtungsbedingungen beaflosst.
1, erhéicht den Dispenséierschlag, reduzéiert d'Beweegungsgeschwindegkeet, awer et reduzéiert Äre Produktiounsschlag.
2, wat méi niddreg Viskositéit an héich Thixotropie vum Material, wat méi kleng d'Tendenz ze zéien ass, also probéiert sou e Patchklebstoff ze wielen.
3, wann d'Temperatur vum Thermostat liicht méi héich ass, muss een sech un e gerénge Viskositéits- a héichthixotrope Patchklebstoff upassen, an dann och d'Lagerzäit vum Patchklebstoff an den Drock vum Dispenserkapp berücksichtegen.
Speleologie
D'Flëssegkeet vum Patch féiert zu engem Zesummebroch. E gemeinsamt Problem mam Zesummebroch ass, datt wann et ze laang no der Punktbeschichtung placéiert gëtt, et och zu engem Zesummebroch féiert. Wann de Patchklebstoff op d'Pad vun der gedréckter Leiterplack ausgestreckt gëtt, féiert dat zu enger schlechter Schweißung. An de Patchklebstoff, bei Komponenten mat relativ héije Pins, beréiert net den Haaptkierper vun der Komponent, wat zu enger onzureichender Haftung féiert. Dofir ass d'Zesummebrochquote vum Patchklebstoff, deen einfach zesummebrécht, schwéier virauszesoen. Dofir ass d'Ufanksquantitéit vun der Punktbeschichtung och schwéier ze bestëmmen. Dofir musse mir déi wielen, déi net einfach zesummebréchen, dat heescht de Patch mat engem héije Schütteléisungsgehalt. Fir de Zesummebroch, deen duerch ze laang no der Punktbeschichtung verursaacht gëtt, kënne mir eng kuerz Zäit no der Punktbeschichtung benotzen, fir de Patchklebstoff ofzeschléissen an d'Aushärtung ze vermeiden.
Komponentenoffset
Komponentenoffset ass en ongewollt Phänomen, dat liicht an High-Speed-SMT-Maschinnen optriede kann, an d'Haaptgrënn sinn:
1, ass d'Héichgeschwindegkeetsbewegung vun der gedréckter Plack an der XY-Richtung duerch den Offset verursaacht, an d'Fläch vun der Klebstoffbeschichtung vu klenge Komponenten ass ufälleg fir dëst Phänomen. De Grond dofir ass, datt d'Haftung net doduerch verursaacht gëtt.
2, d'Quantitéit u Klebstoff ënner de Komponenten ass net konsequent (z.B.: déi zwou Klebpunkten ënner dem IC, ee Klebpunkt ass grouss an ee Klebpunkt ass kleng), d'Stäerkt vum Klebstoff ass onbalancéiert wann en erhëtzt a gehärtet gëtt, an d'Enn mat manner Klebstoff ass einfach ze kompenséieren.
Iwwerwellenlösung vun Deeler
D'Grënn si komplex:
1. D'Klebkraaft vum Patch ass net genuch.
2. Et ass virum Wellelötprozess beafloss ginn.
3. Et gëtt méi Réckstänn op verschiddene Komponenten.
4, de Kolloid ass net resistent géint héich Temperaturen
Fleckklebstoffmëschung
Verschidde Hiersteller vu Patchklebstoff hunn e groussen Ënnerscheed an der chemescher Zesummesetzung, gemëschte Benotzung ass einfach vill schlecht Saachen ze produzéieren: 1, Schwieregkeeten beim Härten; 2, de Klebstoffrelais ass net genuch; 3, Iwwerwellenléitung ass eescht.
D'Léisung ass: d'Netzwierkplat, de Schaber, den Dispenser an aner Deeler, déi sech liicht vermëschen, grëndlech botzen, an d'Vermëschung vu verschiddene Marken vu Patchklebstoff vermeiden.
Zäitpunkt vun der Verëffentlechung: 05. Juli 2023





